 Co., Ltd.")
Barrel top punching drawing die
Punching drawing die is a set of composite film. After punching and stretching, due to the improper shape and size of the top hole of the barrel, the locking quality of the injection port and the air outlet is affected.
(1) Tensile mouth crack:
The pull crack is that the top of the barrel is stretched in the punching hole, and there are cracks on the edge of the injection port and the ventilation port. The edge cracks will cause the tensile strength of the top two mouth of the barrel to be damaged to different degrees, thus affecting the sealing performance of the flange and the top of the barrel after locking. The pull crack of the protruding edge is caused by the following reasons:
a. drawing die punch shape is bad
b. When designing the mold, the flanging coefficient is too small, which will also produce the phenomenon of pulling and cracking. Flanging coefficient should be selected between R= DO /D = 0.74 ~ 0.87 (DO is the diameter of prepunch, D is the diameter of flanging flange neutral layer).
c. The material used on the top of the barrel contains too much carbon (not steel similar to AY2). The mechanical properties of the steel become hard or the thickness of the material is uneven after the stamping process.

(2) The flanging height of protruding edge is unreasonable:
The correct size for flanging height of flanging is about H =6.8 ~ 7mmm. If it is less than 6mm, in order to ensure the mechanical strength and sealing performance after locking, only the upper die work into the distance to increase, and achieve the purpose of locking. In this way, there will be two problems, one is to crush the flange wire; Second, the lock is installed flanging die arc slot frame to become larger. When the flanging height is greater than 7.5mm, there is not enough iron roll at the flange end, resulting in insufficient strength of the two ends after locking. Leakage occurs when the pressure of the steel barrel contents rises to the specified limit value.
(3) The upper and lower molds are worn due to the long use time of tensile memes, which makes the gap between them become larger. When the tensile edge appears as shown in Figure 2 R>5mm, α<98° path, because the sealing gasket section diameter is φ3mm, flange roll riveting pressure, the sealing gasket pressure in R>5mm parts and flange root plane of the gap, not the gasket pressed and affect the sealing performance.
(4) after punching tensile, due to the top of the barrel two holes too large, resulting in flange and barrel top tensile hole gap is too large, locking positioning is not allowed, riveting pressure offset center seal is not strict.
Lock mount flanging die
(1) Lock flange die arc groove size to be reasonable.
The size of the arc groove of the lock flanging die shall not be separated from the height of the edge of the punch. Because the flange length and flange height, the height difference between the sealing liner thickness is fixed, flange height is determined, the lock flange die of the arc groove size is also determined. Therefore, reasonable design of the arc groove is the key to riveting, pressing and flanging. FIG. 3 and FIG. 4 show the dimensions of flanging die arc groove for the feeding port and air outlet lock.

(2) In the riveting pressure lock assembly, lock assembly flanging die and work into the distance.
When determining the height of the top of the barrel feeding mouth and air outlet is determined. If the work is not in place, that is, not pressed, it is easy to produce leakage. If the work exceeds a certain range, the sealing liner will be fractured under the impact pressure, which will also affect the sealing performance. Generally speaking: feeding flange assembly riveting pressure after the height of 13.2±0.3mm, flanging die work into the distance of 48±0.2mm.
(3) Locking flanging die positioning wear, so that the upper and lower die in the installation of different coaxial, lock caused riveting pressure flange around the inconsistency, leakage in weak strength.
(4) Because of flanging die arc groove wear, resulting in flange in the riveting pressure edge rolling rebound, resulting in lax lock, will also cause leakage.
Short comments: drum closure quality failure caused by mould will be found and solved in product quality inspection.
 The Crucial Role of Barrel Lock Rings in Drum SecurityJanuary 31, 2024In today's world, security is a paramount concern for both individuals and businesses. As technology continues to evolve, so do the methods used by perpetrators to breach security systems. However...view
The Crucial Role of Barrel Lock Rings in Drum SecurityJanuary 31, 2024In today's world, security is a paramount concern for both individuals and businesses. As technology continues to evolve, so do the methods used by perpetrators to breach security systems. However...view The Process of the Drum flangeMay 26, 2023The production process is mainly divided into forging, casting, cutting, rolling these four kinds. (1) Casting flange and forging flangeCasting out of the flange, blank shape size is accurate, process...view
The Process of the Drum flangeMay 26, 2023The production process is mainly divided into forging, casting, cutting, rolling these four kinds. (1) Casting flange and forging flangeCasting out of the flange, blank shape size is accurate, process...view 2021 Transportation Packaging Technology Annual Meeting Held in Huzhou, Zhejiang ProvinceJune 30, 2022The 2021 transportation packaging technology organization annual meeting was successfully held in Huzhou City, Zhejiang Province from September 28 to 29, 2021.This annual meeting is jointly sponsored ...view
2021 Transportation Packaging Technology Annual Meeting Held in Huzhou, Zhejiang ProvinceJune 30, 2022The 2021 transportation packaging technology organization annual meeting was successfully held in Huzhou City, Zhejiang Province from September 28 to 29, 2021.This annual meeting is jointly sponsored ...view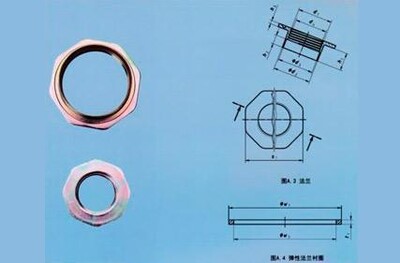 How Much You Know About The Drum Closure Dimension?July 1, 2022Product introductionEmbedded flange closure system, in accordance with international standard: BS EN ISO 15750-3:20081. scopeThis standard specifies in detail the structural characteristics, dimension...view55 Gallon Drum: The Ideal Choice for a Multi-Purpose ContainerJune 5, 202355-gallon drum, also known as a steel drum, is a versatile container that is widely used in different fields. It is made of high-quality plastic or metal, and has the characteristics of durability, re...view
How Much You Know About The Drum Closure Dimension?July 1, 2022Product introductionEmbedded flange closure system, in accordance with international standard: BS EN ISO 15750-3:20081. scopeThis standard specifies in detail the structural characteristics, dimension...view55 Gallon Drum: The Ideal Choice for a Multi-Purpose ContainerJune 5, 202355-gallon drum, also known as a steel drum, is a versatile container that is widely used in different fields. It is made of high-quality plastic or metal, and has the characteristics of durability, re...view Manufacture and use of open drumsJune 25, 2023The use of the opening bucket: mainly used for loading paint, high rarefied liquid, powder, solid. The lid of the bucket can be fully opened, used and operated. There are two kinds of barrel hoops, b...view
Manufacture and use of open drumsJune 25, 2023The use of the opening bucket: mainly used for loading paint, high rarefied liquid, powder, solid. The lid of the bucket can be fully opened, used and operated. There are two kinds of barrel hoops, b...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


