 Co., Ltd.")
Since the invention of the steel drum enclosure by the FCANGE company in the United States over half a century ago, it has been widely adopted worldwide due to its simple structure and easy installation. However, its design has seen minimal significant improvements over the years.
In recent years, with the rapid development of international trade and increasing global calls for environmental protection, the International Maritime Organization, under the provisions of the 1974 International Convention for the Safety of Life at Sea and the 1973/78 International Convention for the Prevention of Pollution from Ships, has developed the International Maritime Dangerous Goods Code (IMDG Code) through its Maritime Safety Committee. This Code, with its 1989 25th Amendment, mandates enforcement worldwide since January 1, 1991. These developments have prompted a reevaluation of the design and structure of the steel drum enclosure.
In order to implement these regulations, countries around the world have conducted extensive research on packaging steel drums. The current widely adopted three-layer seven-curling edge technology in China is a significant breakthrough based on the edge-rolling technology developed abroad in the 1980s. This edge-rolling technique has numerous layers, high rigidity, strong impact resistance, and the ability to prevent leakage even in the event of an accidental drop.
While significant breakthroughs were made in the edge-rolling technology of steel drums, foreign countries also began to focus on improving the reliability of steel drum closures. In 1990, we discovered that Japanese steel drum manufacturers had made improvements to the patented closure product from the United States, marking a major advancement since the invention of the closure. This improvement ensures even pre-pressure on the screw lock of the steel drum closure, reasonable sealing, and high coordination accuracy, thereby enhancing the reliability of the closure in preventing leakage. However, this closure places high demands on mold materials, has complex manufacturing processes, and high production costs, making it challenging to promote domestically. To explore a sealing structure suitable for China's national conditions, we conducted research on domestic closures from two perspectives.
Currently, there are three typical structural forms for screw-locked closures in domestic applications:
Figure 1 illustrates a flat-seal type. In this structure, the hole-flipping value (R value) of the barrel cover is very small. Under the force of locking, the octagonal protrusion shows a slight tendency to depress. This design is only suitable for rubber gaskets with good elasticity. The sealing ring is essentially in flat contact, and under the locking force, there is a phenomenon of the gasket extending outward. The sealing is unreasonable, resulting in poor reliability.
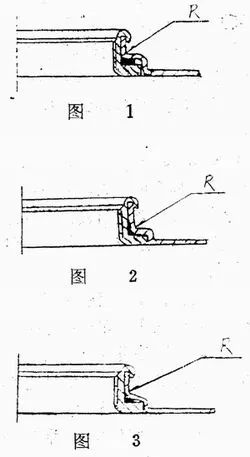
Figure 2 illustrates a triangular-seal type. In this structure, the hole-flipping value (R value) of the barrel cover is relatively large. Under the force of locking, the angular protrusion shows a slight upward trend. It is suitable for both rubber gaskets and polyethylene gaskets. The sealing surface is in the form of a triangular arc. The structure is more rational, and the sealing reliability is better than the flat-contact type, but it is influenced significantly by the R value.
Figure 3 depicts a slope-seal type. In this structure, the hole-flipping value (R value) of the barrel cover is larger than that of the flat type but smaller than the triangular type. During stamping, the angular protrusion takes on a sloping shape. After locking, the height (H) slightly decreases but still maintains a sloping shape. The sealing performance is intermediate between the flat and triangular forms. Under the force of locking, its sealing gasket exhibits both an outward-extending tendency and maintains the characteristics of a triangular seal.
Currently, both domestically and internationally, the triangular-seal structure is commonly adopted, although the R values may differ slightly. From the above analysis, it is evident that the traditional triangular sealing, while having a simple structure, cannot meet the requirements for complete sealing space and uniform pre-pressure. To address this issue, after thorough research, we boldly designed a rectangular space for the gasket, specifically by stamping a rectangular protrusion at the octagonal protrusion and hole-flipping location on the barrel top (see Figure 4).
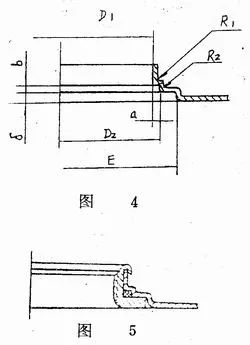
The base diameter (a) and height (b) of the protrusion at the bottom of the rectangular space are slightly smaller than the gasket dimensions. In the locking experiment, we found that the coordination between the rectangular space and the outer shape of the gasket is crucial. If the protrusion is too deep, it will cause loose locking and insufficient pre-pressure; if too shallow, it will result in over-compression of the gasket, causing the octagonal protrusion to bulge and the gasket to be extruded from the bulging gap. Due to the different material and dimensions of the gasket, specific parameters need to be determined through experiments. The values of R1 and R2 at the hole-flipping location should be appropriate; an excessively large R value will cause changes in the dimensions of the rectangular space, affecting pre-pressure, while a small R value may extrude the sheet metal, leading to stress concentration and fracture. Inserting the gasket-covered screw into the octagonal protrusion on the barrel cover and locking it, under the force of locking, the gasket extends within the closed space formed by the rectangular protrusion on the barrel cover and the screw. Due to the positioning effect of the octagonal protrusion, the rectangular circular protrusion becomes a closed space, allowing the gasket to be uniformly compressed and energized. This results in the gasket forming a leak-proof isolation band with a uniform pre-pressure and maximum joint surface (see Figure 5). When the closure is subjected to external impact or the vapor pressure of the contents, and there is deformation and gap formation between the screw and the barrel cover, the gasket, under the action of pre-pressure, utilizes its excellent ability to follow deformation, quickly expands to compensate for the new space caused by deformation, ensuring that the closure does not leak under certain deformation conditions. Through experiments, we found that the rectangular sealing structure works well with a rubber gasket, while using a polyethylene gasket is not ideal. This is mainly because of the poor elasticity of polyethylene, and no matter how the sealing structure is changed, it cannot compensate for its fatal weakness in elasticity.
There are mainly two types of gasket materials used domestically:
One type is rubber, primarily nitrile rubber. In this category, hot-polymerized nitrile rubber is a copolymer of butadiene and acrylonitrile. The higher the acrylonitrile content, the better the resistance to gasoline and aliphatic hydrocarbon oils, but the worse the cold resistance. Medium-content nitrile rubber combines good oil resistance with maintained cold resistance. In steel drum manufacturing, Group I-3 universal nitrile rubber is commonly used. It has a hardness of 70-80 degrees (Shore A), an elongation at break of 180%, and a constant compression permanent deformation of no more than 55% (at 20% compression). Over the past few decades, nitrile rubber gaskets have exhibited a certain level of stability in sealing performance. The fundamental reason is that in the past, steel drums were mainly used for storing vegetable oil and general petroleum products. In recent years, with the development of the domestic and foreign petrochemical industry, steel drums have transitioned from primarily containing petroleum products to storing various chemical products. Since nitrile rubber is not resistant to solvents such as aromatics, esters, ketones, ethers, and halogenated hydrocarbons, its usage range has gradually decreased.
The other type is plastic, namely High-Density Polyethylene (HDPE) gaskets. Its density is 0.94-0.96 grams per cubic meter. It has good resistance to chemical solvents, with higher density providing better resistance. Many manufacturers adopt it due to its chemical resistance, but its poor temperature resistance and elasticity pose challenges for many manufacturers.
Firstly, there is poor elasticity. Under the force of locking, the gasket undergoes permanent deformation, losing a significant portion of its ability to follow deformation. When there is a slight gap between the gasket and the barrel cover due to impact or vapor pressure from the contents, the gasket cannot quickly expand to compensate for the new space created by deformation, leading to leakage.
Secondly, there is poor temperature resistance. During use, under the temperature fluctuations between day and night and regional differences, the polyethylene gasket of the steel drum contracts, creating gaps as the temperature drops. This, combined with the negative pressure suction effect inside the drum, leads to leakage. Thirdly, some users fill materials at temperatures as high as 100°C on the production line. This causes the polyethylene gasket to soften and deform under high temperatures, resulting in leakage.
Currently, steel drum and steel drum caps manufacturers widely adopt rubber gaskets with good elasticity that adapt well to the contents. For closure gaskets, high-density polyethylene and fluorine-containing plastics with high strength and chemical resistance are used. This represents the direction for future development.
 The Significance of Quality Water Drum Caps in StorageFebruary 5, 2024Water is an essential resource for our daily lives, and its importance cannot be overstated. From drinking to cooking and cleaning, water is crucial for our survival. However, ensuring the quality and...view
The Significance of Quality Water Drum Caps in StorageFebruary 5, 2024Water is an essential resource for our daily lives, and its importance cannot be overstated. From drinking to cooking and cleaning, water is crucial for our survival. However, ensuring the quality and...view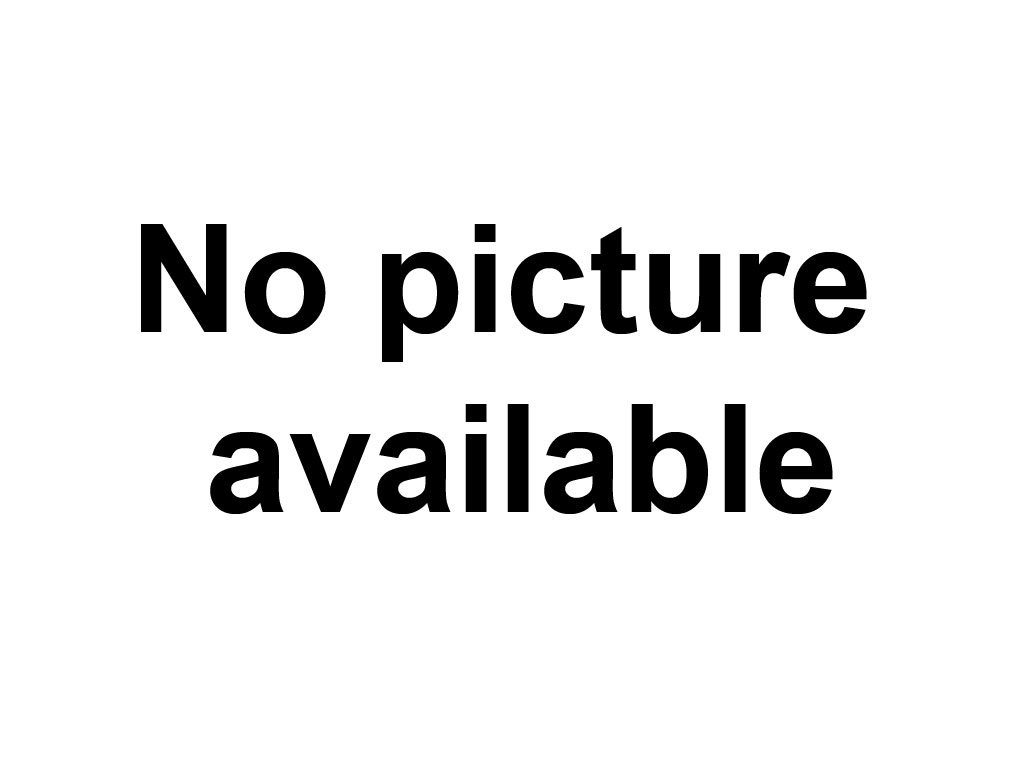 Performance Test Of Transport PackageJuly 1, 2022Preparation before the test of the transport package1. Circulation environment analysisa. DefinitionCirculation: After a product is packaged, it forms a package. It is the entire process from leaving ...view
Performance Test Of Transport PackageJuly 1, 2022Preparation before the test of the transport package1. Circulation environment analysisa. DefinitionCirculation: After a product is packaged, it forms a package. It is the entire process from leaving ...view Tinplate Cap Seals With LogosMay 16, 2023Tinplate cap seals with logos are a popular choice for sealing bottles and containers in a variety of industries. These seals are made from high-quality tinplate and are designed to provide a secure a...viewIs it Better to Tighten the Barrel Plug and Bolts of Steel Drum Enclosure as Tight as Possible?May 12, 2023Closed steel drums have threaded plugs, while open steel drums have nuts on the drum hoops with bolts. Some factory inspectors will tighten loose plugs or bolts during regular inspections, thinking th...viewNotice On The Key Work Of Brand Construction In The Packaging Industry In 2021July 1, 2022Packing Association of provinces, autonomous regions, municipalities directly under the Central Government and cities under separate state planning (Packing Association and Packing Office), China Pack...viewNitrile Butadiene RubberAugust 18, 2023Nitrile Butadiene Rubber (NBR) is a synthetic rubber composed of copolymers of acrylonitrile and butadiene monomers. It possesses excellent oil resistance, especially to aliphatic hydrocarbon oils, hi...view
Tinplate Cap Seals With LogosMay 16, 2023Tinplate cap seals with logos are a popular choice for sealing bottles and containers in a variety of industries. These seals are made from high-quality tinplate and are designed to provide a secure a...viewIs it Better to Tighten the Barrel Plug and Bolts of Steel Drum Enclosure as Tight as Possible?May 12, 2023Closed steel drums have threaded plugs, while open steel drums have nuts on the drum hoops with bolts. Some factory inspectors will tighten loose plugs or bolts during regular inspections, thinking th...viewNotice On The Key Work Of Brand Construction In The Packaging Industry In 2021July 1, 2022Packing Association of provinces, autonomous regions, municipalities directly under the Central Government and cities under separate state planning (Packing Association and Packing Office), China Pack...viewNitrile Butadiene RubberAugust 18, 2023Nitrile Butadiene Rubber (NBR) is a synthetic rubber composed of copolymers of acrylonitrile and butadiene monomers. It possesses excellent oil resistance, especially to aliphatic hydrocarbon oils, hi...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


